
Клейові системи для виробництва дерев'яних вікон та дверей

КЛЕЙОВІ СИСТЕМИ-ТМ "КЛЕЙБЕРИТ" ДЛЯ ВИРОБНИЦТВА ВІКОН І ДВЕРЕЙ
Особливе місце у виробничій програмі займають високоякісні клеї для виробництва будівельних конструкцій, в тому числі віконних блоків і дверей.
Дерево – сировина, яка використовується в будівництві протягом століть. Воно забезпечує досить високу ступінь ізоляції і комфортну температуру повітря, а також затишок. З цих причин найбільш поширеним матеріалом для виробництва вікон та дверей є дерево.
Європейська якість що випускаються вікон і дверей забезпечується багатьма факторами, серед яких одне з перших місць займає застосовується клей.
Згідно Європейським стандартам для виробів, що піддаються атмосферним впливам, застосовні клеї групи навантаження D4 з надзвичайно високими водо - та теплостійкими властивостями. Для виробів, що використовуються всередині приміщень, можливе застосування клеїв групи навантаження D3.
Тестування клеїв за ступенем навантаження здійснюється на підставі вимог норм EN 205. Найбільш застосовуваними клеями для виробництва дерев'яних вікон та дверей є наступні клеї марки KLEIBERIT:
| Основа | ВВВ | Область застосування | Рекомендації до застосування | |
|
Kleiberit 303.0 + Kleiberit 303.5 |
ПВА | Склеювання деревини твердих і екзотичних порід, фанери, ламінату. | Вологість деревини 8-14%. Нанесення ручними пристроями та автоматичними машинами. | |
| Kleiberit 314.3 | ПВА | Склеювання віконного бруса, шипових з'єднань. Високочастотне склеювання. | 1К система - зручність в переробці. Еластичний клейовий шов. | |
|
Kleiberit 304.1 + Kleiberit 304.3 |
ПВА | Склеювання віконного бруса, шипових з'єднань. Високочастотне склеювання. | Тривала життєздатність суміші - до 7 днів. Еластичний, щадний інструмент клейовий шов. | |
| Kleiberit PUR 501 | ПУ | Високоміцне, водостійке та термостійке з'єднання. | Високі показники міцності, термо - і водостійкості. Склеювання дерев'яних, синтетичних і мінеральних матеріалів. | |
|
Kleiberit 304.4 + Kleiberit 808.0 |
ЕПІ | Найвища міцність і стійкість до впливу УФ. Для твердих і трудносклеиваемых порід деревини. |
Холодне, тепле і ТВЧ пресування. Короткий термін життя суміші - до 60 хв. |
Класифікація клеїв по DIN-нормі EN 204 – D1, D2, D3, D4. Клейові системи мають відповідати наведеним у таблиці DIN-нормам:
| Група навантаження | Приклади кліматичних умов і приклади застосування навантаження |
| D1 | Всередині приміщень, причому температура може перевищувати 50ºC лише час від часу і тільки короткочасно, вологість деревини може досягати 15% |
| D2 | Всередині приміщень при короткочасному впливі проточною або конденсованої води та/або підвищення на короткий час вологості повітря. |
| D3 | Всередині приміщень при частому короткочасному впливі проточною або конденсованої води та/або підвищення на короткий час вологості повітря. |
| D4 | Застосування зовні приміщень при захисті від тривалого впливу погодних умов. Всередині приміщень при сильному впливі проточною або конденсованої води і при тривалому впливі високої вологості повітря. Зовні приміщень склеювання піддається будь-яких погодних умов, однак, по можливості, з відповідною захисною поверхнею. |
Вимоги Інституту віконної техніки і технології (р. Розенхайм, Німеччина) до виробництва клеєних заготовок для вікон (зведення)
1. Загальна частина
Клеєні заготовки (брус) для віконного виробництва зазвичай бувають двох категорій:
1.1. Склеєні по пласти з трьох частин ламелі, всі три ламелі склеєні по довжині (на міні-шип). Довжина – 6000 мм, дефекти деревини (посиніння, залишки смоли, сучки і т. д.) не допускаються. Мінімальна довжина кожного елемента при зрощення по довжині близько 200 мм, переріз 72 х 86 мм (звичайно, можливо склеювання бруса з іншим перетином).
1.2. Склеєні по пласти з трьох частин ламелі, середня частина бруса срощена по довжині (на міні-шип), верхня і нижня ламелі – цілісні, без дефектів – посинений, залишків смоли, сучків і т. д. В даному випадку довжини заготовок найчастіше розподіляються наступним порядком:
- 0,6 - 0,95 м (крок 5 см) 20%
- 1,0 - 1,95 м (крок 5 см) 60%
- 2,0 - 2,50 м (крок 5 см) 20%
Потрібно зазначити, що відсотковий розподіл за довжинами в залежності від вимог, що пред'являються покупцем продукції може змінюватися. На практиці клеєні заготовки випускаються в наступних об'ємах: з пунктом 1.1. - близько 50%, по пункту 1.2. - близько 50% від всього виробництва. Вищевказане процентне співвідношення може змінюватися залежно від бажань покупця.
2. Деревина
Найчастіше використовується сосна, ялина, а також деревина екзотичних порід (за нормами DIN 68360 розділ 1). Сертифікація клеїв за групами навантаження D1, D2, D3, D4 проводиться на підставі результатів спеціального тестування склеєних деталей. Для класифікації клею за нормами навантаження повинні бути виконані всі вимоги до міцності. Тестування клею проводиться на підставі вимог норм EN 205 і дотримання наступних пунктів:
- Тестування проводиться для тонкого клейового шва;
- Випробовуються не менше 20 зразків;
- Враховується кожен результат окремо, а також середній результат.
МІНІМАЛЬНІ ПОКАЗНИКИ МІЦНОСТІ СКЛЕЮВАННЯ:
| Зберігання за EN 205 |
Міцність склеювання N/мм2 Групи навантаження |
||||
| № | Спосіб і тривалість зберігання | D1 | D2 | D3 | D4 |
| 1 | 7 днів при нормальному кліматі | >=10 | >=10 | >=10 | >=10 |
| 2 |
7 днів при нормальному кліматі 3 години в холодній воді 7 днів при нормальному кліматі |
– | >=8 | – | – |
| 3 |
7 днів при нормальному кліматі 4 дні в холодній воді |
– | >=2 | >=4 | >=4 |
| 4 |
7 днів при нормальному кліматі 4 дні в холодній воді 7 днів при нормальному кліматі |
– | – | >=8 | – |
| 5 |
7 днів при нормальному кліматі 6 годин в киплячій воді 2 години в холодній воді |
– | – | >=8 | – |
| 6 |
7 днів при нормальному кліматі 6 годин в киплячій воді 2 години в холодній воді 7 днів при нормальному кліматі |
– | – | – | >=4 |
3. Вологість деревини
Вологість деревини повинна бути в межах 12 +/- 2%. Дуже важливо, щоб різниця у вологості між склеиваемыми ламелями становила не більше 2%. Сушка деревини повинна проводитися строго за технологією (щоб висушений матеріал не мав внутрішніх напружень і тріщин). Контроль вологості повинен проводитися точним електронним вологоміром, електроди вологоміра повинні убиватися в дошку.
4. Якість деревини
Якість деревини повинна відповідати вимогам норм по DIN 68 360, розділ 1. В практиці це означає – використовується "перший стовбур". Серцевина дерева не використовується. Розпилювання колод на ламелі - обов'язково радіальний. Чим менше сучків, тим більше готової продукції з однакової кількості колод. Дуже важливо, щоб дерево не було коли-небудь при зберіганні у воді (транспортування колод по річках і т. д.).
5. Клей
У виробництві найчастіше використовується клей ПВА групи навантажень D4 за нормами DIN 68 602, обов'язково дотримуватися вказівок виробника клеїв. При використанні затверджувача – ретельно перемішувати. Витрата клею – близько 150-160 г/м2 склеиваемой поверхні. Однокомпонентний поліуретановий клей (D4) також придатний для даного виробництва. Клей обов'язково повинен мати сертифікат, отриманий в Інституті вікна і віконної техніки р. Розенхайм, Німеччина.
6. Розрізи
Клеєна заготівля в розрізі повинна бути симетрична. По розрізу має бути мінімум 3 шари. При склеюванні з двох частин потрібно стежити, щоб склеювані елементи були однакової структури і мали однакову вологість. Мінімальна товщина склеюваного елемента – 15 мм.
7. Форма профілів
Найнадійніша склейка при виготовленні профільованого віконного бруса виходить при склеюванні за формами L, Z і T:
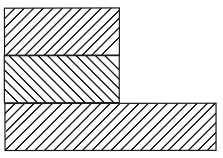
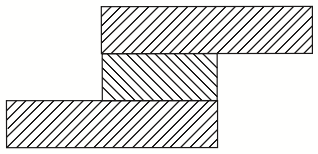
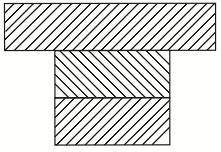
В цьому випадку виходить рівномірний розподіл сили притиску, так як склеювані деталі мають однакову ширину і клейові шви розташовані точно один напроти іншого.
8. Поверхні склеювання
Клей повинен наноситися на чисту стругану поверхню. Дуже важливо, щоб на поверхні не було пилу, стружки і т. д.
9. Розташування річних кілець деревини
Найкращу якість при склеюванні досягається, коли річні кільця мають кут нахилу 60-90º (тим самим досягається краща стабільність форми).
10. Склеювання по ширині
Вищеназване склеювання допускається тільки в середньому шарі.
11. Умови склеювання
- Температура в приміщенні, де проводиться склеювання, а також температура самих ламелей повинна бути в межах 15-20ºС. Вологість повітря – 40-60%;
- Приміщення, в якому зберігаються ємності з клеєм і де виробляється перемішування клею, повинно бути відокремлене від виробничих приміщень, щоб уникнути попадання в клей сторонніх предметів, стружки, пилу і т. д. Клей повинен зберігатися в закритих ємкостях і обов'язково в опалювальному приміщенні (краще всього, щоб температура у виробничих приміщеннях і в приміщенні, де зберігається клей, була однакова);
- Склеювання повинно проводиться не пізніше, ніж через 24 години після стругання. Для сортів деревини, що мають у своєму складі велику кількість смолистих речовин (до таких належить і сосна), означений проміжок часу повинен бути як можна менше.
- При використанні клею повинні строго дотримуватися всі вказівки виробника, особливо вказівки щодо часу пресування і зусилля притиску. Зусилля притиску повинно відповідати сорту деревини, що означає: прес повинен мати можливість регулювання питомого тиску пресування від 0,4 до 1,0 N/мм2.
- В цілях вирівнювання внутрішніх напружень, а також різниці по вологості склеєна заготівля повинна оброблятися не раніше, ніж після 2-3 днів складування в опалювальному приміщенні (15-20 º c).
12. Питома вага деревини
Питома вага для деревини хвойних порід повинен бути хв. 350 кг/м3
13. Якість міні-шипа
Якість міні-шипа (при зрощення по довжині) повинно постійно контролюватися, тобто контроль має здійснюватись:
- при кожному початку робочої зміни;
- мінімум один раз на зміну;
- при зміні ріжучого інструменту (фрез);
Після пресування на лінії зрощування достатньо візуального контролю (після стругання). У з'єднанні на міні-шип не допускаються щілини. При склеюванні на міні-шип важливо, щоб різниця у вологості між окремими елементами не була більше, ніж +/- 1%.
14. Тиск пресування
Зазвичай всі виробники клею вказують, що для деревини хвойних порід тиск пресування має бути в межах 0,6-0,8 N/мм2. Для рівномірного розподілу притиску рекомендується застосовувати спеціальні притискні балки (краще всього з деревини твердих порід). Клей повинен бути нанесений на всю склеиваемую поверхню, по всіх клейовим швам повинно спостерігатися просочування клею бісером. Після склеювання допускається розкид по товщині +/- 0,5 мм, відхилення від лінійності – не більше 1 мм/м.
Виробництво віконного бруса
1. Для виробництва віконних рам найчастіше застосовують такі породи деревини:
- Смерека;
- Сосна;
- Ялиця;
- Дуб.
2. Вологість деревини для всіх сортів повинна становити від 8% до 10%.
3. Найчастіше здійснюється склеювання трьох ламелей по 24 мм загальною товщиною 72 мм. Розміри віконного бруса - 72 х 86 мм Ламелі, розташовані в середині, часто зрощують по довжині на " міні-шип. В цілях економії тут застосовується менш якісна деревина. Обидві зовнішні ламелі завжди виготовляються з високоякісної деревини без сучків, щілин і т. д.
4. Окремі ламелі необхідно сортувати відповідно до річних кілець. Для виробництва клеєного бруса велике значення має розташування річних кілець: вертикальне (радіал) або ж під кутом 45º (полурадиал). Переробка: шплінт на шплінт, ядро до ядра. Річні кільця після склеювання повинні мати форму букви V. Якщо річні кільця розташовані хаотично, це може призвести до зниження якості склеювання.
5. Якість клеєного бруса перевіряється відповідно 4 основних методів:
- Вологостійкість згідно DIN EN 204 – група навантаження D4. Для отримання даної якості клейове з'єднання повинно пройти таке випробування: 7 днів у воді при кімнатній температурі, 6 годин в киплячій воді, 2 години в холодній воді, 7 днів – висушування. При випробуванні на розрив повинна бути досягнута міцність мінімум 4N/мм2.
- Термостійкість згідно WATT 91. В даному випадку проводиться тестування склеювання при різних температурах: +20 C, +40 C, +60 C, +80 º c. При цьому повинна виконуватися наступна вимога: при температурі 80 º c міцність склеювання повинна сягати не менше 70% міцності при 20 C.
- Контроль якості клеєного віконного брусу Інститутом вікна і віконної техніки і технології в р. Розенхайм, Німеччина. Тут з клеєного бруса вирізуються зразки по 50 мм завдовжки і опускаються в холодну воду (20 º c). Потім ці ж деталі поміщають у воду з температурою 60 C, після чого на 18 годин у воду при температурі 20 C. Після кожної витримки у воді клейове з'єднання перевіряється на відсутність відкритих фуг. Після закінчення 24 годинної витримки у воді зразки висушується при кімнатній температурі протягом 72 годин. При контролі клейового з'єднання необхідно стежити за відсутністю відкритих фуг.
- Випробування у відповідності з методами СТБА. Зразки бруса довжиною 50 мм поміщають у воду з температурою +20 C на 72 години. По закінченню цього часу цей зразок витримують в сушильній шафі з циркуляцією повітря при температурі +90ºC. У цьому випадку допускається наявність максимум 5% відкритих фронтальних фуг деревини.
6. З клеєного віконного брусу, виготовленого у відповідності з вищенаведеними вимогами, фрезеруються профілі, що застосовуються для віконних рам і стулок. Переробка клеєного бруса здійснюється таким чином, щоб клейовий шов розташовувався вертикально, таким чином клейове з'єднання не піддається прямому інтенсивному впливу кліматичних умов (снігу, дощу і т. д.)

 Набридли вічні неприємні ситуації з відклеювання кромки? Тоді варто звернути увагу на ПУР-розплави Клейберит, переробка яких можлива навіть на звичайних кромкооблицювальні машинах без додаткового обладнання.
Набридли вічні неприємні ситуації з відклеювання кромки? Тоді варто звернути увагу на ПУР-розплави Клейберит, переробка яких можлива навіть на звичайних кромкооблицювальні машинах без додаткового обладнання.